የመታጠፊያው ሂደት በዳይ፣ በማንዶር ወይም ሮለር ዙሪያ ፕላስቲክ እስኪቀየር ድረስ፣ ቁሳቁሱን ሳይቆርጥ ቅርፁን እስኪቀይር ድረስ ቁጥጥር የሚደረግበት ኃይልን የሚተገበር ብረት የመፍጠር ክዋኔ ነው። መልሱ አጭሩ ይህ ነው፡ መታጠፍ የሚሠራው ብረት የመለጠጥ ዞን እና የፕላስቲክ ዞን ስላለው ነው፣ እና እያንዳንዱ የተሳካ መታጠፍ የሚመረኮዘው ቁሳቁሱን የመለጠጥ ገደብ በማለፍ ላይ ብቻ በመሆኑ ጭነቱ ከተወገደ በኋላ ስፕሪንግባክ በመባል የሚታወቀውን አዲስ ቅርፅ ይይዛል። የፀደይ መታጠፊያ ማሽን ያንን ትክክለኛ ሽግግር ለመቆጣጠር የተገነባው መሳሪያ አላማ ነው ለጥቅል ምንጮች፣ ቶርሽን ምንጮች እና የሽቦ ቅርጾች፣ የሚሽከረከሩ መሳሪያዎችን፣ ፒን እና በCNC የሚነዱ መጥረቢያዎችን በመጠቀም በሺዎች የሚቆጠሩ ተመሳሳይ መታጠፊያዎችን ያለምንም ልዩነት። የተቀረው የዚህ መጣጥፍ ሂደት ያ ሂደት በሱቁ ወለል ላይ እንዴት እንደሚከሰት፣ ጥሩ የፀደይ ማጠፊያ ማሽንን ከመካከለኛው አንድ የሚለየው እና እንዴት ሙሉ የማምረት ሂደት ላይ ወጥነት ያለው የመታጠፍ ማዕዘኖችን ማቆየት እንደሚቻል ያብራራል።
መታጠፍ አንድ ነጠላ እርምጃ አይደለም። በሰከንድ ክፍልፋዮች ውስጥ የሚከሰቱ የሜካኒካል ክስተቶች ቅደም ተከተል ነው፣ እና እያንዳንዱን ደረጃ መረዳት ለምን አንዳንድ መታጠፊያዎች እንደሚሰነጠቁ፣ አንዳንዶቹ በጣም ርቀው እንደሚመለሱ እና አንዳንዶቹ ደግሞ በእያንዳንዱ ጊዜ ፍጹም የሆነ አንግል እንደሚይዙ ያብራራል።
በሽቦ ወይም ሉህ ላይ ኃይል ለመጀመሪያ ጊዜ ሲተገበር ቁሱ ይለጠጣል ወይም ይጨመቃል። ጭነቱ በዚህ ቦታ ከተወገደ, ብረቱ ሙሉ በሙሉ ወደ መጀመሪያው ቅርጽ ይመለሳል. እስካሁን ምንም ቋሚ መታጠፍ አልተፈጠረም።
ኃይል ከምርት ነጥቡ በላይ ሲጨምር፣ የውስጠኛው ፋይበር ሲጨመቅ የታጠፈው ውጫዊ ፋይበር በቋሚነት ይለጠጣል። ይህ የመታጠፍ ሂደት ዘላቂ ቅርፅ የሚፈጥርበት ትክክለኛ ጊዜ ነው። , እና ገለልተኛው ዘንግ፣ በእቃው ውስጥ ያለው መስመር የማይዘረጋው ወይም የማይጨመቀው፣ መታጠፊያው እየጠበበ ሲመጣ በትንሹ ወደ ውስጠኛው ራዲየስ ይቀየራል።
አንድ ጊዜ መሣርያ ቁሳቁሱን ከለቀቀ በኋላ የተከማቸ የመለጠጥ ኃይል መታጠፊያው ወደ መጀመሪያው ቅርጽ ትንሽ ዘና እንዲል ያደርገዋል። የፀደይ መታጠፊያ ማሽን ለዚህ የሚሰላውን መጠን ከመጠን በላይ በመጠምዘዝ ያካክላል፣ ብዙውን ጊዜ በ 2 እና 8 ዲግሪ መካከል እንደ ሽቦ ዲያሜትር ፣ የመለጠጥ ጥንካሬ እና የሙቀት ሕክምና ሁኔታ።
| ቁሳቁስ | የተለመደው የመለጠጥ ጥንካሬ | አማካኝ Springback |
|---|---|---|
| ከፍተኛ የካርቦን ስፕሪንግ ብረት | ከ 1900 እስከ 2200 MPa | ከ 5 እስከ 8 ዲግሪዎች |
| አይዝጌ ብረት 302 ወይም 304 | ከ 1300 እስከ 1600 MPa | ከ 3 እስከ 6 ዲግሪዎች |
| የሙዚቃ ሽቦ ASTM A228 | ከ 2200 እስከ 2500 MPa | ከ 6 እስከ 9 ዲግሪዎች |
| ፎስፈረስ ነሐስ | ከ 700 እስከ 900 MPa | ከ 2 እስከ 4 ዲግሪዎች |
ዘመናዊ የ CNC ስፕሪንግ ማጠፊያ ማሽኖች አንድ ነጠላ የመታጠፊያ ዑደት ወደ ተደጋጋሚ ቅደም ተከተል ይሰብራሉ። እያንዳንዱ እርምጃ እንደ ዘንግ እንቅስቃሴ ፕሮግራም ተዘጋጅቷል፣ እና ተቆጣጣሪው የሽቦ ምግብን፣ መዞርን እና የመሳሪያ ተሳትፎን ያመሳስላል ስለዚህ አጠቃላይ ዑደቱ በአንድ ሰከንድ ውስጥ ለቀላል ቅጾች ይጠናቀቃል።
እያንዳንዱ የመታጠፍ ክዋኔ አንድ አይነት መሳሪያ ወይም ተመሳሳይ ፊዚክስ አይጠቀምም. የፀደይ መታጠፊያ ማሽን ከቆርቆሮ ብረት ማጠፍ አንፃር የት እንደሚገጥም መረዳቱ ገዢዎች ለስራው የተሳሳተ መሳሪያ ከማዘዝ ይቆጠባሉ።
የፕሬስ ብሬክ መታጠፍ ጠፍጣፋ ሉህ ወይም ሳህን በቡጢ እና በሞት መካከል ይመሰርታል፣ ይህም በአንድ ስትሮክ አንድ ነጠላ ቀጥ ያለ መስመር መታጠፍን ይፈጥራል። ከሽቦ ወይም ክብ ባር ቅጾች ይልቅ ፓነሎችን፣ ቅንፎችን እና ማቀፊያዎችን ያሟላል።
ጥቅል መታጠፍ ቁስን በሶስት ወይም በአራት ሮለቶች ውስጥ ያልፋል ትላልቅ ራዲየስ ኩርባዎችን ለመፍጠር በተለምዶ ለሲሊንደሮች ፣ ታንኮች እና መዋቅራዊ ጥምዝ ክፍሎች ከጠንካራ ትክክለኛ ጂኦሜትሪ ይልቅ።
ሮታሪ የሚታጠፍ ክላምፕስ ቱቦ ወይም ቧንቧ በቋሚ ራዲየስ ዳይ ላይ ይሳሉ እና በዛኛው ዳይ ዙሪያ ያሽከርክሩት፣ ይህም በትንሹ የግድግዳ ስስ ሽፋን ያለው ጥብቅ ራዲየስ መታጠፊያዎችን በማምረት በአውቶሞቲቭ ጭስ ማውጫ እና ጥቅል ኬጅ ፋብሪካ ውስጥ በሰፊው ጥቅም ላይ ይውላል።
የፀደይ መታጠፊያ ማሽን፣ አንዳንዴ የCNC ሽቦ መሥራች ማሽን ተብሎ የሚጠራው፣ ቀጭን ክብ ሽቦ ክምችት በከፍተኛ ዑደት ፍጥነት ያስተናግዳል።
የመጠምጠምጠምጠምጠምመጠምጠመጠምጠመጠ ወይም መጭመቂያ ወይም ማራዘሚያ ምንጭ አካል ለመመስረት አንድ mandrel ዙሪያ helyly ሽቦ ይጠቀልላል, እና ብዙውን ጊዜ የተጠናቀቀ ክፍል ሁለቱም የተጠቀለለ አካል እና የተቋቋመ መጨረሻ መንጠቆ ወይም እግሮች ያስፈልገዋል ጊዜ በተመሳሳይ ማሽን ላይ መታጠፍ ጋር ይጣመራሉ. በጥምረት መጠምጠሚያ እና ማጠፊያ ማሽን ላይ፣ ተመሳሳይ የሽቦ ምግብ እና የማቃናት ስርዓት ሁለቱንም ተግባራት የሚያገለግል ሲሆን የተለየ የፒች መሳሪያ በማጠፊያው ደረጃ ላይ የሄሊክስ አንግልን በመቆጣጠር የመታጠፊያው ጭንቅላት ከመውጣቱ በፊት ጫፎቹን ይፈጥራል።
አራት ስላይድ ማሽኖች ወደ ሽቦው ከበርካታ አቅጣጫዎች የሚቀርቡ አግድም መሥሪያ መሳሪያዎችን ይጨምራሉ፣ በአንድ ዑደት ውስጥ መታጠፍን፣ መጠምጠም እና ጠፍጣፋን ለሚያጣምሩ ክፍሎች ይጠቅማል። እነዚህ ማሽኖች ውስብስብነት በሚፈጥሩት የሽቦው የላይኛው ጫፍ ላይ ተቀምጠዋል እና ዋጋቸውን የሚያረጋግጡ ውስብስብ ጂኦሜትሪ ላላቸው ክፍሎች ብቻ በመደበኛ ሁለት ዘንግ ወይም በአራት ዘንግ የፀደይ መታጠፊያ ማሽን ላይ ሊመረቱ አይችሉም።
ከተለያዩ አምራቾች የተውጣጡ ሉሆች ሁልጊዜ በተመሳሳይ መንገድ አይቀርቡም, ስለዚህ የአርእስተ ዜና ጥያቄዎችን ከማወዳደር ይልቅ የትኞቹ ቁጥሮች በትክክል የእውነተኛውን ዓለም አፈጻጸም እንደሚተነብዩ በትክክል ለማወቅ ይረዳል.
| ዝርዝር መግለጫ | የተለመደ ክልል | ለምን አስፈላጊ ነው። |
|---|---|---|
| የሽቦ ዲያሜትር ክልል | ከ 0.1 እስከ 8 ሚሊ ሜትር | አጠቃላይ የምግብ መንገዱን ሳያስተካክል ማሽኑ የትኛውን የምርት ቤተሰቦች ማሄድ እንደሚችል ያዘጋጃል። |
| ቁጥጥር የሚደረግባቸው መጥረቢያዎች ብዛት | ከ 4 እስከ 12 | በአንድ ማለፊያ ውስጥ ምን ያህል የታጠፈ አቅጣጫዎች እና የመሳሪያ ጣቢያዎች መስራት እንደሚችሉ ይወስናል |
| ከፍተኛው የምግብ ፍጥነት | በደቂቃ ከ 200 እስከ 600 ሜትር | ለቀላል ጂኦሜትሪ በደቂቃ የቲዎሬቲካል ክፍሎችን በቀጥታ ይሸፍናል |
| የጭንቅላት መዞር ፍጥነትን ማጠፍ | ከ 300 እስከ 1000 ዲግሪ በሰከንድ | ከአንድ ትልቅ መታጠፊያ ይልቅ ብዙ ትናንሽ መታጠፊያዎች ባሉባቸው ክፍሎች ላይ የዑደት ጊዜን ይነካል |
| ማህደረ ትውስታ ወይም የፕሮግራም ማከማቻ | ከ 50 እስከ 500 የተከማቹ ፕሮግራሞች | ብዙ የተለያዩ ክፍል ቁጥሮችን በተደጋጋሚ ለሚቀይሩ ሱቆች አግባብነት ያለው |
| የአቀማመጥ ትክክለኛነት ይድገሙ | ከ 0.01 እስከ 0.05 ሚሊሜትር | ማሽኑ ለረጅም ጊዜ ምን ያህል የመጠን መቻቻልን እንደሚይዝ ይተነብያል |
ለተወሰነ ቤተሰብ የፀደይ ማጠፊያ ማሽንን የሚገመግሙ ገዢዎች በተቻላቸው መጠን በራሳቸው የሽቦ ሎጥ ላይ እንዲሰራ ናሙና መጠየቅ አለባቸው። የታተሙ ዝርዝር መግለጫዎች የማሽኑን ቲዎሬቲካል ጣራ ይገልፃሉ፣ ነገር ግን ትክክለኛው አፈጻጸም ሁልጊዜ በማሽኑ መስተጋብር፣ ሽቦው በሚሰራው ልዩ ቅይጥ፣ ቁጣ እና ጥቅልል ስብስብ እና ለዚያ ስራ በተመረጠው መሳሪያ መካከል ይወሰናል።
የማንኛውም የፀደይ ማጠፊያ ማሽን ትክክለኛነት ከማንኛውም ነጠላ ክፍል ይልቅ በቅንጅት የሚሰሩ ወደ አምስት ንዑስ ስርዓቶች ይወርዳል። ከእነዚህ ቦታዎች ውስጥ በአንዱ ውስጥ ያለው ደካማ ማገናኛ ወዲያውኑ የማይጣጣሙ የመታጠፊያ ማዕዘኖች ወይም ከፊሉ ውድቅ ሲያደርጉ ይታያል.
ተመሳሳዩ የመታጠፊያ መርሃ ግብር በተለያዩ የሽቦ ቁሳቁሶች ላይ የተለያዩ ውጤቶችን ያስገኛል, ምክንያቱም የመታጠፍ ሂደት እንደ ማሽን ጂኦሜትሪ በብረታ ብረት የሚመራ ነው. ለትግበራው ትክክለኛውን ቁሳቁስ መምረጥ እና ያ ቁሳቁስ በተጠማዘዘ ጭንቅላት ስር እንዴት እንደሚሠራ መረዳቱ ከመጀመራቸው በፊት ከፍተኛ የምርት ችግሮችን ይከላከላል።
ከፍተኛ የካርቦን ስፕሪንግ ብረት ከተለመዱት የፀደይ ሽቦ ቁሳቁሶች መካከል ከፍተኛውን የጥንካሬ እና የወጪ ሬሾን ያቀርባል እና ለአጠቃላይ ዓላማ ማቃጠል፣ መጨናነቅ እና የኤክስቴንሽን ምንጮች ነባሪ ምርጫ ነው። ለስላሳ ውህዶች ከፍ ያለ የመታጠፍ ሃይል እና ትልቅ የፀደይ አበል ይፈልጋል፣ እና በተለምዶ የተጠናቀቀውን ቅርፅ ለማረጋጋት ከተፈጠረ በኋላ ከጭንቀት እፎይታ የሙቀት ሕክምና ይጠቀማል።
አይዝጌ ብረት ሽቦ፣ በብዛት 302 ወይም 304 ክፍል፣ ለዝገት መቋቋም የተወሰነ ጥንካሬን ይገበያያል እና ለእርጥበት፣ ለኬሚካሎች ወይም ለምግብ ግንኙነት አካባቢዎች ለተጋለጡ ክፍሎች ይመረጣል። በሚፈጠርበት ጊዜ ከካርቦን ብረት በበለጠ ፍጥነት ይሠራል, ስለዚህ በተመሳሳይ ቦታ ላይ ብዙ ጥብቅ ራዲየስ መታጠፊያዎችን የሚያካትቱ ቅደም ተከተሎችን ማጠፍ እንዳይሰነጠቅ በጥንቃቄ ማዘጋጀት ያስፈልጋል.
የሙዚቃ ሽቦ፣ እንዲሁም ፒያኖ ሽቦ ተብሎ የሚጠራው፣ ከፍተኛ የካርቦን ብረት ወደ ጥብቅ ዲያሜትር መቻቻል እና በጣም ከፍተኛ የመሸከም አቅም ያለው ሲሆን ይህም ወጥነት ያለው የሃይል ውፅዓት ከጥሬው መጠን የበለጠ አስፈላጊ ለሆኑ ትናንሽ ትክክለኛ ምንጮች ተመራጭ ያደርገዋል። ከፍተኛ ጥንካሬው ማለት የፀደይ ማጠፊያ ማሽን የታለመውን ማዕዘኖች ለመምታት የበለጠ የታጠፈ ማካካሻ መተግበር አለበት።
ፎስፎር ነሐስ እና ቤሪሊየም መዳብ የሚመረጡት በኤሌክትሮኒካዊ የመገናኛ ምንጮች እና ማገናኛ ክሊፖች ውስጥ ከሚገኙት የፀደይ ንብረቶች ጋር የኤሌትሪክ ኮንዳክሽን ሲፈለግ ነው። እነዚህ ቁሳቁሶች ከብረት ውህዶች ይልቅ ለስላሳዎች ናቸው፣ በዝቅተኛ ኃይል መታጠፍ እና አነስተኛ የፀደይ መመለስን ያሳያሉ፣ ይህም በአጠቃላይ ጥብቅ መቻቻልን እንዲይዙ ቀላል ያደርጋቸዋል ነገር ግን ከጭንቀት በላይ ከሆነ ዘላቂ ጭነት ለቋሚ ስብስብ ተጋላጭ ናቸው።

ፕሮግራሚንግ በእጅ ከማስተማር ወደ CAD ተነዱ የስራ ፍሰቶች ተዘዋውሯል፣ እና የሶፍትዌር ንብርብር አሁን እንደ ሜካኒካል ሃርድዌር በራሱ በምርት ቅልጥፍና ውስጥ ትልቅ ሚና ይጫወታል።
በጣም ጥንታዊው የፕሮግራም አወጣጥ ዘዴ አንድ ኦፕሬተር በእያንዳንዱ ዘንግ እንቅስቃሴ ውስጥ በማሽኑ መቆጣጠሪያ ፓኔል ውስጥ ማለፍን ያካትታል, እያንዳንዱን አቀማመጥ በትክክል እንደተረጋገጠ ይቆጥባል. ይህ ዘዴ ለቀላል ክፍሎች ይሰራል ነገር ግን የመታጠፊያው ብዛት ሲጨምር ቀርፋፋ እና ስህተት ይጋለጣል።
ዘመናዊ የስፕሪንግ መታጠፊያ ማሽን ሶፍትዌር የተጠናቀቀውን ክፍል 2D ወይም 3D ስዕል ይቀበላል እና ፕሮግራሙ አካላዊ ማሽንን ከመንካት በፊት የአክሲዮን እንቅስቃሴዎችን ፣ የታጠፈውን ቅደም ተከተል እና የተገመተውን ዑደት በራስ-ሰር ያሰላል። ይህ የምህንድስና ቡድኖች የሱቅ ወለል ጊዜን ሳይወስዱ ዲዛይን እንዲያረጋግጡ እና የመሣሪያ ፍላጎቶችን እንዲገመቱ ያስችላቸዋል።
የላቁ የፕሮግራሚንግ ፓኬጆች ፕሮግራሙ በእውነተኛው ማሽን ላይ ከመጀመሩ በፊት ሽቦው፣ ቱሪንግ ወይም የታጠፈ ራስ ጂኦሜትሪ የሚጋጭበትን ማንኛውንም ነጥብ በሶፍትዌር ውስጥ ሙሉ መታጠፊያ ቅደም ተከተል ያስመስላሉ። ይህ እርምጃ በእጅ ብቻ ከማረጋገጥ ጋር ሲነፃፀር የመሳሪያ ጉዳትን እና የማዋቀር ጊዜን ትርጉም ባለው መልኩ ቀንሷል።
ከፍተኛ የምርት ድብልቅን የሚያካሂዱ ሱቆች ሊፈለግ በሚችል የፕሮግራም ቤተ-መጽሐፍት ተጠቃሚ ይሆናሉ፣ ምክንያቱም ቀደም ሲል የተረጋገጠ የታጠፈ ፕሮግራም ከባዶ ከመስተካከል ይልቅ በሰከንዶች ውስጥ ሊታወስ ስለሚችል ፣በተደጋጋሚ ትዕዛዝ ከሰዓታት ወደ ደቂቃዎች የሚቀይር ጊዜን ይቀንሳል።
ሂደቱን ኮንክሪት ለማድረግ፣ የተለመደው የቶርሽን ስፕሪንግ እግር መታጠፊያ ከጥሬ ሽቦ እስከ የተጠናቀቀው ክፍል በCNC ስፕሪንግ መታጠፊያ ማሽን ላይ እንዴት እንደሚሰራ እነሆ።
አንድ ኦፕሬተር ወይም ፕሮግራመር ወደ ሲኤንሲ በይነገጽ የእግሩን ርዝመት፣ የታጠፈ አንግልን፣ የመጠምዘዣውን የሰውነት ርዝመት እና የሽቦ ዲያሜትር በእጅ በማስገባት ወይም በCAD በማስመጣት ያስገባል።
ትክክለኛው የመታጠፊያ ፒን ዲያሜትር የሚመረጠው ከፀደይ ውስጠኛው ዲያሜትር ጋር እንዲመሳሰል ነው፣ ምክንያቱም ፒኑ የተጠቀለለውን የሰውነት ራዲየስ እና ማንኛውንም የተፈጠሩ እግሮችን ስለሚቆጣጠር ነው።
ማሽኑ ክፍሎችን ሳይቆርጥ በተቀነሰ ፍጥነት ይሽከረከራል ስለዚህ ኦፕሬተሩ ሙሉ የማምረት ፍጥነት ከመጀመሩ በፊት የመሳሪያ ዱካው ሁሉንም ዕቃዎች እንደሚያጸዳ ያረጋግጣል።
የመጀመሪያው የተጠናቀቀው ክፍል የሚለካው በስዕሉ መቻቻል ላይ ነው ፣በተለምዶ 2 ዲግሪ በእግር አንግል እና ሲደመር ወይም ሲቀነስ 0.1 ሚሊሜትር በእግር ርዝመት ፣ ሩጫው ከመቀጠሉ በፊት።
ከተፈቀደ በኋላ የፀደይ ማጠፍያ ማሽን ያለማቋረጥ ይሠራል, ብዙውን ጊዜ እንደ ሽቦ ዲያሜትር እና የጂኦሜትሪ ውስብስብነት በደቂቃ ከ 60 እስከ 200 ክፍሎችን ያመርታል.
| የማሽን ዓይነት | ተደጋጋሚነት | ምርጥ ተስማሚ መጠን |
|---|---|---|
| በእጅ መታጠፍ ጂግ | ኦፕሬተር ጥገኛ | ፕሮቶታይፕ ወይም ከ 50 ቁርጥራጮች በታች |
| ከፊል አውቶማቲክ ቤንደር | መጠነኛ ፣ በመሳሪያዎች ቁጥጥር ስር | ትንሽ ስብስብ, ከ 50 እስከ 5000 ቁርጥራጮች |
| የ CNC ጸደይ ማጠፊያ ማሽን | ከፍተኛ, በፕሮግራም ቁጥጥር | ምርት ከ 5000 ቁርጥራጮች በላይ ይሰራል |
በጣም የላቀውን አማራጭ በራስ ሰር ከመምረጥ ይልቅ ገዢዎች የማሽን አይነትን ከትክክለኛው የትዕዛዝ መጠን ጋር ማዛመድ አለባቸው። የCNC ስፕሪንግ መታጠፊያ ማሽን አንድ ጊዜ ብቻ የሚከፍለው የትርፍ ጊዜ ቁጠባ እና ውድቅ የተደረገ መጠን መቀነስ ከፍተኛውን የፊት ለፊት ዋጋ ካካካሰ በኋላ ነው። እንደ ክፍል ውስብስብነት በክፍል ቁጥር ከ3000 እስከ 8000 የሚደርሱ ክፍሎች መካከል ይከሰታል።
ስንጥቅ የሚከሰተው የታጠፈ ራዲየስ ከሽቦ ዲያሜትር አንፃር በጣም ጥብቅ ከሆነ ወይም ቁሱ ከመፈጠሩ በፊት ሲጠነክር ነው። የታጠፈ ራዲየስ መጨመር ወይም ከመታጠፍዎ በፊት አክሲዮኑን መሰረዝ አብዛኞቹን ስንጥቅ ችግሮች ይፈታል።
በማምረት ሩጫ ላይ ያለው አንግል መንሳፈፍ ብዙውን ጊዜ ወደ ኋላ የሚታጠፍ የፒን ርጅናን ፣ ሮለር መንሸራተትን ወይም በሱቁ ላይ የሙቀት ለውጦችን በመጠኑ በፈረቃው ላይ ያለውን ጥንካሬ ይጎዳል።
የመመሪያ ቻናሎች ወይም የታጠፈ ፒን የገጽታ አጨራረስ ወይም የቆሻሻ ማጠራቀሚያ ሲኖራቸው የገጽታ ጠባሳ ይታያል፣ለዚህም ነው መደበኛ የመሳሪያ ማጽዳት የመደበኛ የፀደይ መታጠፊያ ማሽን ጥገና አካል የሆነው።
በመታጠፊያው ወቅት የሽቦ መመሪያ ድጋፍ በቂ ካልሆነ ውስብስብ የብዝሃ መታጠፊያ ክፍሎች ሊጣመሙ ይችላሉ፣ ስለዚህ ትክክለኛው የመገጣጠሚያ ንድፍ እና በቂ የመመሪያ ርዝመት ከመጠምዘዣ ነጥቡ አጠገብ ያለውን ጉድለት ይከላከላል።
ከቀዝቃዛ ጅምር በኋላ የመጀመሪያዎቹ በርካታ ክፍሎች አንዳንድ ጊዜ ከተቀረው ሩጫ ትንሽ ለየት ያሉ ማዕዘኖች ያሳያሉ ፣ ምክንያቱም የመሳሪያ እና የማሽን ፍሬም ሙቀት ገና አልተረጋጋም። ከመጀመሪያው ጽሑፍ ፍተሻ በፊት አጭር የሙቀት ዑደት ማካሄድ ይህንን ውጤት በእጅጉ ይቀንሳል።
ከተለያዩ የማምረቻ ቦታዎች የሚቀርበው ሽቦ፣ ከተመሳሳዩ የስም ዝርዝር መግለጫዎች ውስጥ፣ ከስዕል ሂደቱ ትንሽ የተለየ የጠመዝማዛ ስብስብ እና ቀሪ ጭንቀትን ሊሸከም ይችላል። አዲስ የሽቦ ዕጣ በመጣ ቁጥር የታጠፈ ፕሮግራሞችን የሚያሟሉ ሱቆች ደንበኛ ከመድረሱ በፊት ይህን ልዩነት ይይዛሉ።

የፀደይ መታጠፊያ ማሽን ምድብ በቅርብ ጊዜ የምርት ትውልዶች ውስጥ ወደ ብልህ እና ይበልጥ የተገናኙ መሣሪያዎች ላይ በሚያስደንቅ ሁኔታ ተንቀሳቅሷል እና ብዙ አዝማሚያዎች አሁን ከአማራጭ ማሻሻያዎች ይልቅ በአዲስ የማሽን ግዢዎች ላይ የተለመዱ ናቸው።
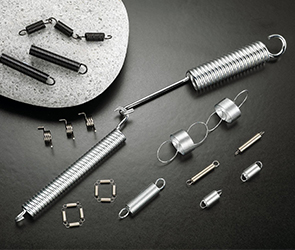
በትክክል በማጣመም ሂደቶች የሚመረቱ የተፈጠሩ የሽቦ እና የፀደይ ክፍሎች በተለያዩ ኢንዱስትሪዎች ውስጥ ይታያሉ፣ ብዙውን ጊዜ እስኪሳኩ ድረስ በጭራሽ የማይታወቁ ክፍሎች።
በአንደኛው ቀን በመቻቻል ውስጥ ክፍሎችን ያመረተ የፀደይ ማጠፊያ ማሽን ያለ የጥገና ሥራ በዚህ መንገድ አይቆይም። የመሳሪያ አሰራርን የሚከታተሉ ሱቆች ውድቅ ሆነው እንዲታዩ ከመጠበቅ ይልቅ በጊዜ ሰሌዳው ላይ ይለብሳሉ።
| አካል | የፍተሻ ክፍተት | የተለመደ የመልበስ ምልክት |
|---|---|---|
| ማጠፍ ፒን እና ኩዊልስ | በየ 50000 ዑደቶች | ራዲየስ ጠፍጣፋ ወይም ማስቆጠር |
| ሮለቶችን ቀጥ ማድረግ | በየ 100000 ዑደቶች | የወለል ንጣፍ ወይም ጉድጓዶች |
| ሮለቶችን ይመግቡ | በየ 75000 ዑደቶች | ተንሸራታች ወይም የተቀነሰ የመያዣ ሸካራነት |
| የተቆረጠ ምላጭ | በየ 30000 ዑደቶች | በተቆረጠው ጫፍ ላይ የቡር መፈጠር |
በተጣመመ ሽቦ ወይም ሉህ መስቀለኛ ክፍል በኩል የሚሄደው መስመር በማጠፊያው ጊዜ ቁሳቁስ ያልተዘረጋ ወይም ያልተጨመቀ ነው።
በሽቦ ውስጥ የቀረው ኩርባ በመጠምጠጥ ላይ ከመቁሰል ፣ ይህም ትክክለኛ መታጠፍ ከመደረጉ በፊት በማስተካከል መወገድ አለበት።
የፀደይ ማጠፊያ ማሽን ተጨማሪ አንግል መሳሪያው ሽቦውን ከለቀቀ በኋላ የፀደይ መልሶ መመለስን ለማግኘት ከታለመው አንግል በላይ ይጨምራል።
ሽቦው የተጠቀለለበት ወይም የታጠፈበት ቋሚ ፒን ወይም ዘንግ
የሽቦ መመሪያውን እና የታጠፈ ፒን መገጣጠሚያውን በፕሮግራም በተያዘው አዙሪት የሚሸከመው በማጠፊያው ጭንቅላት ላይ የሚሽከረከር ቱቦ ወይም እጅጌ።
አንድ ብረት በተደጋጋሚ በሚበላሽበት ጊዜ እየጨመረ የሚሄደው የጠንካራነት መጨመር እና የቧንቧ መቀነስ ይቀንሳል, ይህም ሽቦው በተመሳሳይ ቦታ ላይ ብዙ ጊዜ ከታጠፈ ወደ መሰንጠቅ ሊያመራ ይችላል.
ሁለተኛ ቀዶ ጥገና፣ አንዳንድ ጊዜ በተመሳሳይ የስፕሪንግ መታጠፊያ ማሽን ላይ የሚሰራ፣ የተጠናቀቀውን የጸደይ ወቅት ከስራው ክልል በጥቂቱ በመጭመቅ ወይም በማዞር የመጨረሻውን ነፃ ርዝመቱን ወይም አንግልን ለማረጋጋት።
መታጠፍ ጡጫ፣ ሮለር ወይም ፒን በመጠቀም በተወሰነ መስመር ወይም ዘንግ ላይ ቅርፁን የሚቀይር ልዩ የቅርጽ አይነት ሲሆን መፈጠር ደግሞ መሳል፣ ማህተም ማድረግ እና የሳንቲም ስራዎችን ያካተተ ሰፊ ምድብ ነው።
ስፕሪንግባክ ሚዛኖች የቁሳቁስ ምርት ጥንካሬ በመለጠጥ ሞጁሎች የተከፋፈለ ነው፣ ስለዚህ ከፍተኛ ጥንካሬ ቁሶች እንደ ሙዚቃ ሽቦ ካሉ ለስላሳ ውህዶች እንደ phosphor bronze በተመሳሳይ መታጠፊያ አንግል ወደ ኋላ ይመለሳሉ።
የተለመደው የመነሻ መመሪያ ከሽቦው ዲያሜትር ከአንድ እስከ ሁለት እጥፍ የሚደርስ ዝቅተኛ የመታጠፊያ ራዲየስ ነው። ለአብዛኛዎቹ የፀደይ ብረቶች ምንም እንኳን ጠንካራ ቁጣዎች መሰንጠቅን ለማስወገድ ትልቅ ራዲየስ ሊፈልጉ ይችላሉ።
ብዙ የCNC ስፕሪንግ መታጠፊያ ማሽኖች በተለይ ለክብ ሽቦ የተዋቀሩ ናቸው፣ ነገር ግን ጠፍጣፋ ሽቦ እና ስትሪፕ መሥራች ማሽኖች እንደ ተዛማጅ ግን የተለየ ምድብ ከተለያዩ መመሪያዎች እና ሮለር መሣሪያዎች ጋር አሉ።
በጥሩ ሁኔታ የተያዙ የCNC ስፕሪንግ መታጠፊያ ማሽኖች በተለምዶ ከ1 እስከ 2 ዲግሪዎች የመደመር ወይም የመቀነስ የማዕዘን መቻቻል እና የፕላስ ወይም የመቀነስ 0.1 ሚሊሜትር በመደበኛ የሽቦ ዲያሜትሮች ላይ የማዕዘን መቻቻልን ይይዛሉ።
አዎን፣ ቀጭን ሽቦ በአጠቃላይ ፈጣን የምግብ ተመኖችን እና የመታጠፍ ፍጥነቶችን ይፈቅዳል፣ ወፍራም ወይም ከፍ ያለ የጥንካሬ ሽቦ ደግሞ ቀርፋፋ፣ የበለጠ ቁጥጥር የሚደረግበት መታጠፊያ የመሳሪያ ውጥረትን እና ያለጊዜው መበስበስን ይፈልጋል።
ቀላል ክፍሎች አንድ ወይም ሁለት መታጠፊያዎች ብቻ ሊያስፈልጋቸው ይችላል፣ በባለብዙ ዘንግ ማሽኖች ላይ የሚመረተው ውስብስብ የሽቦ ቅጾች ግን አስራ አምስት ወይም ከዚያ በላይ የግለሰብ መታጠፊያ፣ ጥቅል እና የመቁረጥ ስራዎችን በአንድ ተከታታይ ዑደት ውስጥ ሊያካትቱ ይችላሉ።
ሁልጊዜ አይደለም፣ ነገር ግን ብዙ ከፍተኛ የካርበን እና የሙዚቃ ሽቦ ክፍሎች ከተፈጠሩ በኋላ በዝቅተኛ የሙቀት መጠን የጭንቀት እፎይታ መጋገሪያ ይጠቀማሉ።
ትክክለኝነት ማጣት ሁልጊዜ ማለት ይቻላል ወደ መሳሪያ አልባሳት ፣ ሮለር መንሸራተትን ወይም በድራይቭ ዘዴ ውስጥ የተከማቸ የኋላ ምላሽን ያስከትላል ፣ እነዚህ ሁሉ በዚህ ጽሑፍ ውስጥ ቀደም ሲል በተገለጹት የታቀዱ የጥገና ክፍተቶች ውስጥ ይቀርባሉ ።
አዎ፣ አብዛኛዎቹ የCNC ስፕሪንግ መታጠፊያ ማሽኖች የምግብ ሃይልን በማስተካከል፣የሮለር ግፊትን በማስተካከል እና በፕሮግራሙ ውስጥ ከመጠን ያለፈ የማካካሻ ዋጋዎችን በማስተካከል በተመጣጣኝ ቁሶች መካከል መቀያየር ይችላሉ፣ምንም እንኳን በጣም የተለያዩ የሽቦ ዲያሜትሮች የአካል መሳሪያ ለውጥን ሊፈልጉ ይችላሉ።
ሁለት ወይም ሶስት መታጠፊያዎች ያላቸው ቀላል ክፍሎች ብዙ ጊዜ በፕሮግራም ተዘጋጅተው በአንድ ፈረቃ ሊረጋገጡ የሚችሉ ሲሆን ውስብስብ ባለ ብዙ መታጠፊያ ጂኦሜትሪ ግን ሙሉ ለሙሉ ምርት ከመውጣቱ በፊት በርካታ ቀናትን ፕሮግራሚንግ እና የመጀመሪያ መጣጥፍ ሊወስድ ይችላል።

Tk-13200, tk-7230 Tk-13200, tk-7230 12AX SETS C CRUS SULL SUBLICE MINDE MED ...
ዝርዝር ይመልከቱ
Tk-13200, tk-7230 Tk-13200, tk-7230 12AX SETS C CRUS SULL SUBLICE MINDE MED ...
ዝርዝር ይመልከቱ
Tk12120 Tk-12120 12AXES CNC Sond Sidey Clool Mind ...
ዝርዝር ይመልከቱ
Tk-6160 Tk-6160 CNC ስፕሪንግ ማሸጊያ ማሽን ...
ዝርዝር ይመልከቱ
Tk-6120 Tk-6120 CNC SLating Mounging ማሽን ...
ዝርዝር ይመልከቱ
Tk-5200 Tk-5200 5 5AXES CNC Sond Side Clool Mind ...
ዝርዝር ይመልከቱ
Tk -1560 Tk -1560 5Axes Cnc ስፕሪንግ ክሊድ ማሽን ...
ዝርዝር ይመልከቱ
Tk -10020 Tk -100220 5AXES CNC Sond Sidey Clool Mind ...
ዝርዝር ይመልከቱየሞባይል QR ኮድ
 ቋንቋ
ቋንቋ 

